




(5)在使用中活塞杆表面如发现有杂物应及时用干净棉纱擦除,以免拉伤。
(6)紧急制动:在使用过程中如遇到特殊情况,及时按下急停按钮,紧急停机;检查处理。
2、 停机注意事项如下:
(1)停机前必须将工件取出,不得让工件长时间压在机台上。
(2)按下油泵电机停止按钮,点动电磁换向阀按钮将油缸泄压,不要让油缸长时间处于受压状态,以免影响油缸及液压系统使用寿命。
(3)停机后要将机台、顶轮、主动轴等清理干净。
维修保养
1、 新机 次加油运转一周后换新油,并将内部的油污清理干净,以后每个3-6个月更换一次。
2、 在实际运转过程中,当油温超过60°及出现不正常噪音时,应立即停机检查,在正确排除故障后,方可再次投入运转。
3、 新机运行15个工作日后更换液压油。
4、 液压油每年更换一次液压油。
5、 根据使用情况每天给轴承加注油脂。

主动轮半径 r
顶轮行程 S
主动轮中心距 A
弯曲外圆半径 R
使用操作简易说明
1、 使用操作注意事项:
(1)在实用前应先按照新产品所提示内容操作如下工作:
a.在减速机内加入40号机械油至标准。
b.泵站油箱内加入46号抗磨液压油。
c.用手转动个运转部件是否灵活。
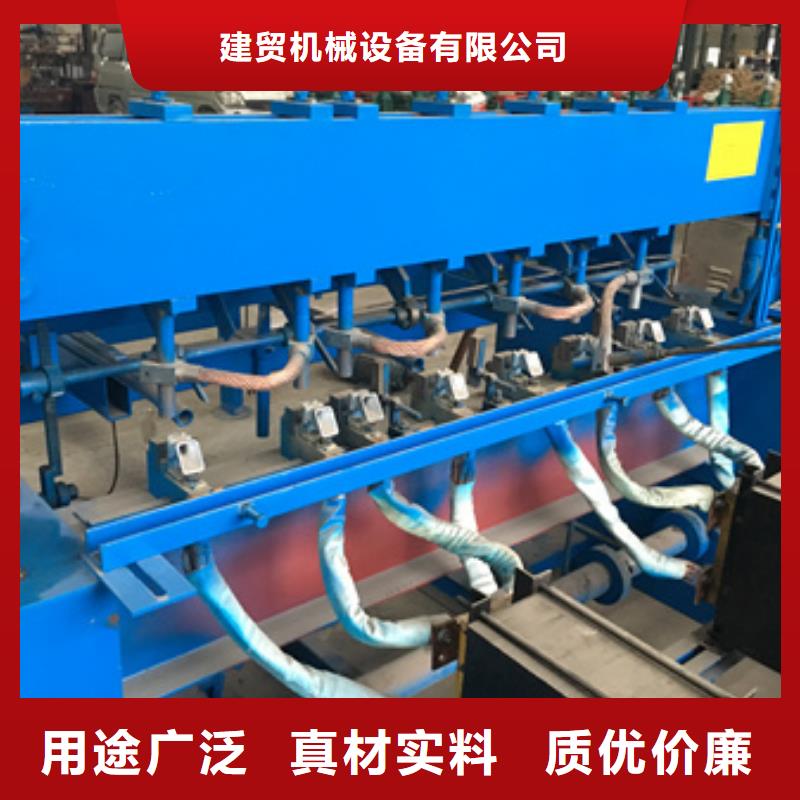
再等待冲头二次下落,如此重复上述过程,便可实现所需孔数的连续冲孔加工过程。显示器随时显示即时孔数。当冲完一个孔后,工件数累加进一,孔数复位为零,并给出声响报警号。本成果可实现10~60孔的轴承保持架的冲窗孔加工。具有连续冲孔和单发点射冲孔的功能,能一次连续地完成一个工件的冲孔加工。也可单发加工工件上的某一孔位。冲孔频率为0~130次/min,若孔数超过20孔,频率可达240次/min。可连续工作24h。本成果为国内研发的用机控制自动分度的高精度加工轴承保持架窗孔的设备。其等分精度≤±0.1mm,达到同类产品水平。
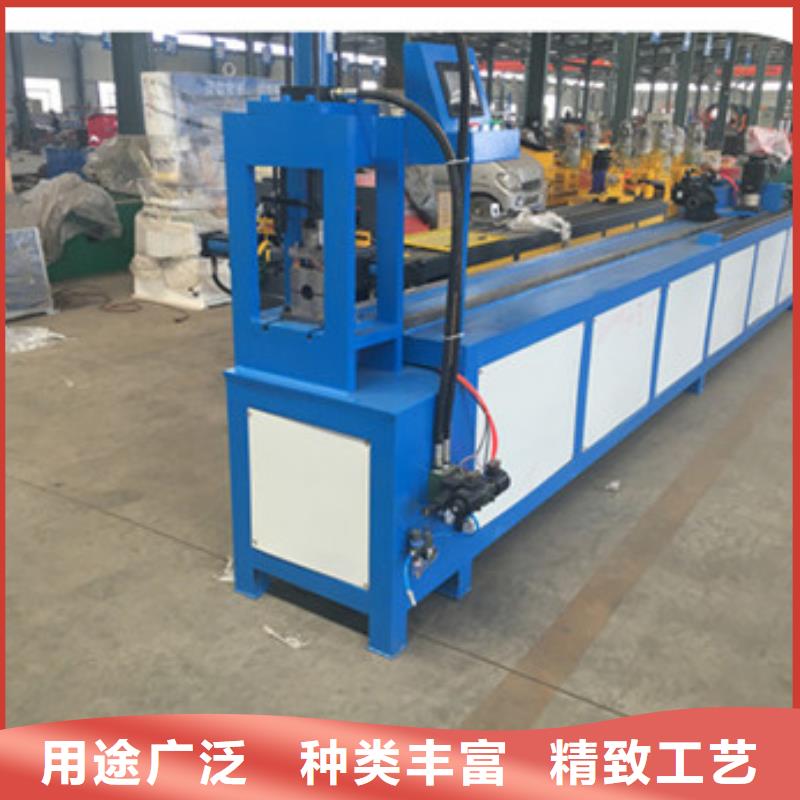
4.手动取放料,自动开关启动机器自动完成缩尖加工等所有5.适合多种材质如铁铝铜和不锈钢等,形状适用圆筒状零件端部缩尖6.定位一般采用后定位调机构调节一般操作者即可完成。甘肃天水小导管打眼机_小导管箭头机。
5.设备的电子元件的安装符合有企业相关规定,电箱中的电脑板采用零触发点装置,运用变压器保护电路,使脚踏开关电路节点、量损耗,经久耐用。
6.设备电路控制系统具有自动、相互自锁功能。
主要优点。
1、多功能
小导管尖头机可在任意规格、任意材质的管材上一次成形多个任意形状的孔目,管材壁可为任意厚度,孔中心距可任意调整。
2、高精度
该小导管尖头机由加工中心数控编程程序控制,加工而成的孔形平整且中心距。
3、易操作
整机采用电脑控制,操作简便易学。
4、多功能
小导管尖头机可在任意规格、任意材质的管材上一次成形多个任意形状的孔目,管材壁可为任意厚度,孔中心距可任意调整。
 jmc
jmc
应根据工程条件,经试验确定。注浆施工期应监测地下水是否受污染,应该防止注浆浆液溢出地面或超出注浆范围。1.主要利用金属管件塑性变形特性采用热旋锻技术。这种工艺主要针对厚壁钢管缩尖成型成型后圆度好表面光滑。是管类加工行业锥尖成型的关键设备。缩尖后产生的长度变化取决于钢管的直径壁厚和锥度的过渡长度。2.成型主要部分由缩管模具驱动主轴油压送料装置和冷却组成。四片模具静音式机构设计噪音小成型速度快。3.主要元件采用模具钢真空淬火精密研磨完成。4.手动取放料。自动开关启动机器自动完成缩尖加工等所有。5.适合多种材质如铁铝铜和不锈钢等。形状适用圆筒状零件端部缩尖。湖北注浆小导管箭头机小导管锥度机。
 <安顺>建贸机械设备有限公司
<安顺>建贸机械设备有限公司
